Arc welding is one type of fusion welding process where an electric arc is used to supply heat for fusing the faying surfaces of the base materials that are to be joined. In order to weld wide variety of materials in different fashions, there exist several arc welding processes, namely, shielded metal arc welding, gas metal arc welding, gas tungsten arc welding, submerged arc welding, flux cored arc welding, submerged arc welding, stud arc welding, carbon arc welding, etc. Shielded Metal Arc Welding (SMAW), also known as Manual Metal Arc Welding (MMAW), is one fusion welding process where the arc is established between a flux coated electrode and the conductive base plates. Here the electrode is consumable and thus it melts down deposits on the weld bead to supply filler material. This consumable electrode comes in the form of short rod and thus frequent replacement is desired. This interrupts the process and hampers productivity. The electrode metal is also coated with appropriate flux to protect from oxidation. This flux also disintegrates during welding and produces necessary shielding gas for protecting the hot weld bead from undesired oxidation and contamination. The SMAW process is normally carried out manually and thus the name Manual Metal Arc Welding (MMAW). Manual operation also makes the process versatile and thus the SMAW process has a wide variety of civil and industrial applications.
Gas Metal Arc Welding (GMAW) is another fusion welding process where the arc is established between a continuous bare electrode and the conductive base plates. Unlike SMAW that employs a short rod like electrode, GMAW utilizes a wire electrode having very long length. This wire electrode is wound in a pool so that it can be supplied continuously for a longer duration. The electrode is consumable in nature and thus it melts down to deposit necessary filler at the root gap. The GMAW electrode is not coated with any flux and hence shielding gas is supplied separately to protect hot weld bead. This shielding gas can be either inert gases like argon, helium and nitrogen (in Metal Inert Gas or MIG welding) or a mixture of active and inert gases (in Metal Active Gas or MAG welding). The process is usually carried out automatically with minimum human intervention. Due to continuous feeding of wire electrode, GMAW process offers very high filler deposition rate that makes the process highly productive. However, the process lacks flexibility. Various similarities and differences between Shielded Metal Arc Welding (SMAW) and Gas Metal Arc Welding (GMAW) are given below in table format.
Similarities between SMAW and GMAW
- Both SMAW and GMAW are fusion welding processes as the faying surfaces of the base components are fused with the help of arc heat to form coalescence. In fact, all arc welding processes are fusion welding.
- Both the processes employ consumable electrode. A consumable electrode melts down due to arc heat and successively deposits on the weld bead. So it provides necessary filler to fill the root gap. Thus no filler is required to supply separately.
- Autogenous mode of welding is not possible by any of these two processes as filler is applied inherently. An autogenous welding is carried out without the application of any filler material.
- Both the processes are applicable to conductive base metals only. In fact, all arc welding processes are applicable to conductive materials only as the base metals are made one electrode for establishing the arc. Few solid state welding processes (like friction welding, explosion welding, etc.) and modern welding processes (like LBW, PAW, etc.) can be applied for electrically non-conductive materials.
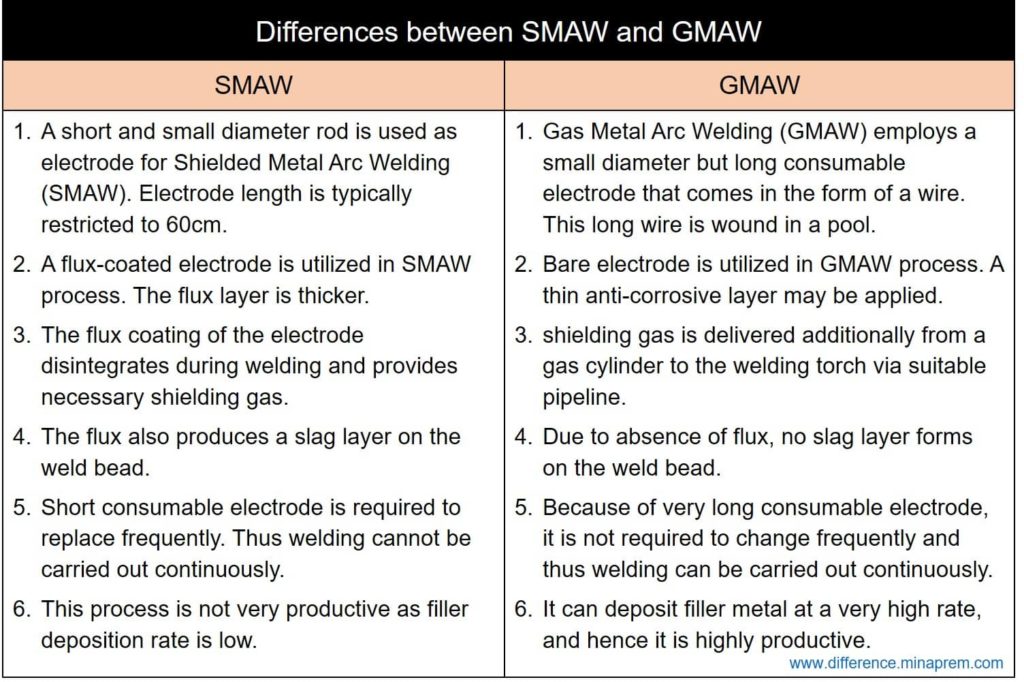
Differences between SMAW and GMAW
| SMAW | GMAW |
|---|---|
| A short and small diameter rod is used as electrode for Shielded Metal Arc Welding (SMAW). Electrode length is typically restricted to 60cm. | Gas Metal Arc Welding (GMAW) employs a small diameter but long consumable electrode that comes in the form of a wire. This long wire is wound in a pool. |
| Short consumable electrode is required to replace frequently. Thus welding cannot be carried out continuously for a longer duration. | Because of very long consumable electrode, it is not required to change frequently and thus welding can be carried out continuously for a longer duration. |
| This process is not very productive as filler deposition rate is low. | It can deposit filler metal at a very high rate, and hence it is highly productive. |
| A flux-coated electrode is utilized in SMAW process. The flux layer is thicker. | Bare electrode is utilized in GMAW process. Sometimes a thin anti-corrosive coating layer is deposited on the electrode. |
| The flux coating of the electrode disintegrates during welding and provides necessary shielding gas. | Here shielding gas is delivered additionally from a gas cylinder to the welding torch via suitable pipeline. |
| The flux also produces a slag layer on the weld bead. This slag layer protects hot weld metal pool from oxidation, but can also lead to welding defects if get embedded inside the weld bead. | Due to absence of flux, no slag layer forms on the weld bead. So changes of slag inclusion defect is also nil. |
| It is versatile as it can be employed in different locations in several orientations (positions). | It is preferred for down-hand or inclined position only. |
| As the name suggests, Manual Metal Arc Welding (MMAW) is mostly carried out manually. So risk of human error is associated with this process. | GMAW can be easily automated requiring minimum intervention of human operator. Accordingly, it eliminates the risk of human errors. |
Reference
- Comprehensive Workshop Technology (Manufacturing Processes) by S. K. Garg (Laxmi Publications Private Limited).
- Manufacturing Technology: Foundry, Forming and Welding by P. N. Rao (Tata McGraw Hill Education Private Limited).
- A Text-Book of Welding Technology by O. P. Khanna (Dhanpat Rai Publications).