A sub-group of fusion welding where electric arc is used to supply necessary heat for melting the faying surfaces of the base metals is termed as arc welding. Here the electric arc is established between an electrode and the base metals when sufficient potential difference is applied across them. For few arc welding processes, the electrode is allowed to melt and subsequently deposit on the weld bead to supply filler metal. Such electrodes that not only assist in arc formation but also supply filler metal are called consumable electrode. On the contrary, a non-consumable electrode does not melt due to arc heat. It only assists in arc formation. Regardless of electrode type, the hot welding zone is always required to protect from atmospheric gases (especially oxygen). For such purpose, suitable shielding is provided. This shielding can be either gas based or flux based. In gas shielding, appropriate inert (sometimes mixed with active gas) is delivered surrounding the arc to create a gaseous barrier between the welding zone and atmospheric air. In flux shielding, the flux ingredients disintegrate to produce fume/smoke surrounding the welding zone. A part of the flux sometimes melts to produce liquid slag that also protects the weld bead. This flux can be delivered in different ways – sometimes with the electrode, sometimes separately.
Shielded Metal Arc Welding (SMAW) is one fusion welding process where electric arc is established between a consumable stick electrode and the base metals. SMAW electrode is solid stick-type (short-length and small-diameter rod type electrode). Such electrodes are coated with thick flux layer. As the electrode is consumable, it melts due to arc heat and deposits on the weld bead to supply filler. As the electrode melts, the outer covering flux layer also disintegrates to produce fume/smoke. This fume acts as shielding medium to protect the molten weld metal. A part of the flux ingredient also gets fused and mixes with the impurities of the molten weld metal to create slag. This molten slag floats over the molten metal to create a barrier from atmospheric air. SMAW electrode composition is usually similar to that of the base metals to be joined. SMAW is a versatile and economic process that can be used for a wide variety of applications. It is usually carried out manually by human operator without requiring mechanized system. Thus SMAW is also referred to as Manual Metal Arc Welding (MMAW). Informally it is also called Stick Welding owing to its stick-type electrode.
One of the drawbacks of SMAW process is its short length consumable electrode. Owing to its short length, each electrode can be used only for a small duration. Once ended, the electrode is required to be replaced with a fresh one. This hampers productivity and joint quality. Another crucial drawback of SMAW is the high tendency of moisture pick up by the flux coat. As the flux exists at the outer cover of the electrode, flux can easily pick up moisture if not stored in a dry place. It is also associated with the high tendency of coating rupture of not handled properly. Such disadvantages can be overcome if flux is placed inside the electrode rather than outside. Flux-Cored Arc Welding (FCAW) employs hollow tubular electrodes where flux is packed at the core of the electrode. FCAW is also one fusion welding process where the electric arc is established between a consumable tubular electrode and the base metals. Such electrodes are bare (no flux coating). However, flux is packed at the core of the tubular metallic electrode. Accordingly, when the metal part gradually melts down due to arc heat to supply filler metal, the inner flux ingredients also disintegrate to produce gaseous fume/smoke. This fume shields the weld metal. As usual, a part of the flux also melts down and produces molten slag, which also helps protecting the weld bead.
With FCAW electrode, as the flux remains inside the metallic tube, the flux do not quickly pick up moisture. Unlike SMAW short-length electrode, FCAW employs very long electrode that is wound or wrapped in the form of a spool. Thus same electrode can be fed continuously into the welding zone for a longer duration without interrupting the process. This not only enhances productivity, but also discourages various defects. FCAW offers significantly higher filler deposition rate; however, it is particularly suitable for joining ferrous metals only. FCAW is usually carried out semi-automatically or automatically using appropriate mechanised system. Important similarities and differences between SMAW and FCAW are given below in table format.
Similarity between SMAW and FCAW
- Both SMAW and FCAW are fusion welding processes as the joining takes place by coalescence formation through the melting of the faying surfaces of the parent components.
- Both are arc welding processes because an electric arc supplies necessary heat for fusing the faying surfaces of the parent components.
- Consumable electrode is used in both the processes. So the electrode itself melts down during welding and supplies necessary filler metal to fill the root gap.
- In both the processes, flux disintegrates to supply shielding surrounding the hot weld bead. No separate supply of shielding gas is desired.
- Slag formation over the weld metal occurs in both the processes.
- Both processes possess risk of slag entrapment defect.
- Both AC and DC (DCEN and DCEP) power sources can be utilized based on the requirement.
- In both the processes, fume generated by the slag disintegration reduces the visibility of the weld zone during welding. Fume generation in FCAW is excessive.
- Autogenous welding (joining without using filler metal) is not feasible with either of these processes.
Difference between SMAW and FCAW
| SMAW | FCAW |
|---|---|
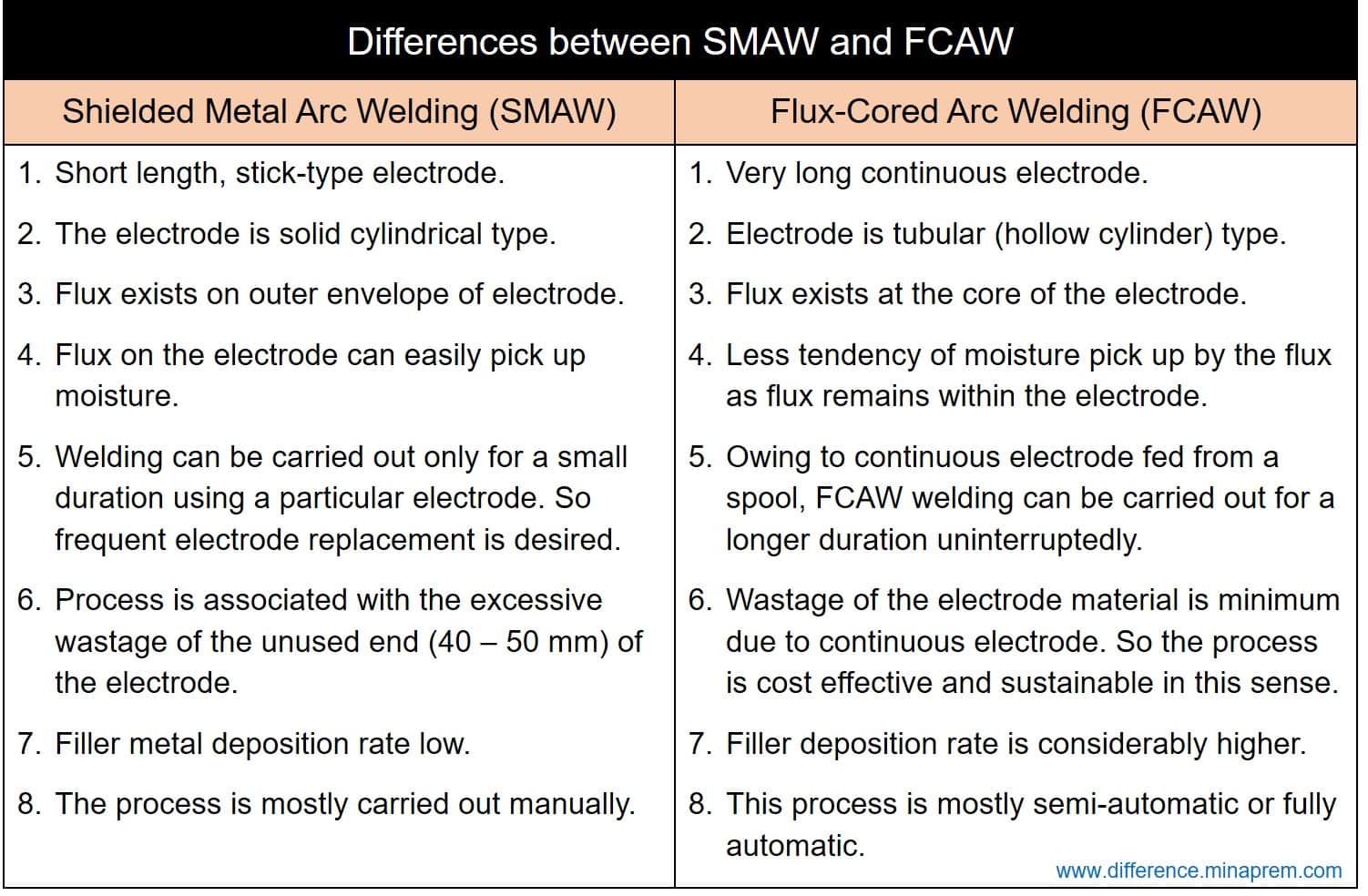
| SMAW employs short length, stick-type electrode. | FCAW employs very long continuous electrode. |
| The electrode is solid cylindrical or rod type. | The electrode is tubular (hollow cylinder) type. |
| Flux is available on the outer envelope of the electrode. | Flux exists at the core of the electrode. |
| Flux on the electrode can easily pick up moisture. Thus proper storage of the electrode is desired. | Less tendency of moisture pick up by the flux as flux remains within the electrode. |
| Owing to short length, each electrode has short life. Welding can be carried out only for a small duration using a particular electrode. So frequent electrode replacement is desired. | As it employs continuous electrode fed from a spool, FCAW welding can be carried out continuously for a longer duration without changing the electrode. |
| Repeated replacement of the electrode hampers productivity. | It offers better productivity as repeated replacement of the electrode is not desired. |
| There also exists high risk of slag entrapment defect where welding is restarted after changing the electrode. | Such chances of entrapment defect is minimum. |
| SMAW process is associated with the excessive wastage of the unused end (40 – 50 mm) of the electrode. This makes the process costly and less sustainable. | Wastage of the electrode material is minimum in FCAW. So the process is cost effective and sustainable in this sense. |
| Filler metal deposition rate in SMAW is significantly low. Accordingly, welding speed is also slow. | Filler deposition rate is considerably higher with FCAW. So higher welding speed can be employed. |
| The process is mostly carried out manually. It is not preferred for mechanization. | This process is mostly semi-automatic or fully automatic. |
| Equipment are cheaper and easily portable. | Relatively costly equipment and have more number of accessories. So the set-up is difficult to carry. |
| Wide range of materials can be welded. | Predominantly used for welding ferrous metals. |
References
- A Text-Book of Welding Technology by O. P. Khanna (Dhanpat Rai Publications).
- Manufacturing Technology: Foundry, Forming and Welding by P. N. Rao (Tata McGraw Hill Education Private Limited).