In every arc welding process, an electric arc that is established between the conductive base plates and the electrode is used as the heat source to fuse the faying surfaces of the base metal in order to form the coalescence. There are several arc welding processes, namely SMAW, GTAW, GMAW, FCAW, SAW, etc. Each of these processes offer several advantages over the others. Gas Metal Arc Welding (GMAW) is one such arc welding process where the arc is constituted between a consumable wire electrode and the conductive base plates. During welding, the electrode is fed continuously from a wire-pool using an automated system. This electrode itself melts down and deposits on the weld bead. So the electrode acts as filler metal, and thus no additional filler is required. Here the electrode material is chosen in compatible with the base metals that are to be joined (usually they are similar in chemical composition). Shielding gas can also supplied to protect the hot weld bead from undesired oxidation and contamination. This shielding gas can either be an inert gas or a mixture of active and inert gases. Based on the composition of shielding gas, GMAW process can be of two types – Metal Active Gas (MAG) welding and Metal Inert Gas (MIG) welding. Whatever be the case, GMAW process offers very high filler deposition rate due to continuous feeding of consumable electrode and thus it useful for filling larger root gap.
Gas Tungsten Arc Welding (GTAW) is another arc welding process where arc is constituted between a non-consumable electrode and the conductive base metals. This process is also known as Tungsten Inert Gas (TIG) welding. As it utilizes a non-consumable electrode, so it can be employed for autogenous welding (where no filler is desired). Filler metal, if required, can also be delivered separately by feeding a filler rod into the welding zone. Irrespective of base metals and process paraments, the electrode material for GTAW process is always tungsten (with small alloying elements like thorium). An inert shielding gas (argon or helium) is also delivered to the welding zone. GTAW can offer reliable and defect-free joints requiring minimum efforts. It is also free from welding spatter and thus weld bead appearance remains good. Despite its numerous advantages, low filler deposition rate in GTAW makes it less productive. Moreover, it is susceptible to tungsten inclusion defect, which is caused by the deposition of a broken or melted part of tungsten electrode on the weld bead. Various similarities and differences between GMAW and GTAW welding processes are given below in table format.
Similarities between GMAW and GTAW welding
- Both GMAW and GTAW are fusion welding processes. In a fusion welding process, the faying surfaces of the base metal as well as the filler metal are completely melted in order to form the coalescence. On the contrary, welding is carried out without melting any part in solid state welding processes.
- Both are arc welding processes. In every arc welding process an arc is constituted between the electrode and base metals under the presence of sufficient external voltage. This arc is the primary source of heat required for fusing the faying surfaces and filler.
- Flux is not used in any of these two processes. It is worth mentioning that appropriate flux can be applied in A-TIG welding to obtain deeper penetration and narrow HAZ. Activated-Tungsten Inert Gas (A-TIG) is one variant of GTAW process where a thin layer of activating flux is coated on the faying surfaces and surrounding areas to enhance the capabilities of conventional TIG welding. Flux Bound TIG (FB-TIG) also employs flux for similar reason. Whatever be the case, the activating flux has a different role than the popular welding flux (used for shielding purposes as in SMAW).
- Shielding gas is applied separately from additional gas cylinder. This shielding gas protects the hot weld bead from undesired oxidation and contaminations.
- Both of them can join ferrous as well as non-ferrous metals.
Differences between GMAW and GTAW welding
| GMAW | GTAW |
|---|---|
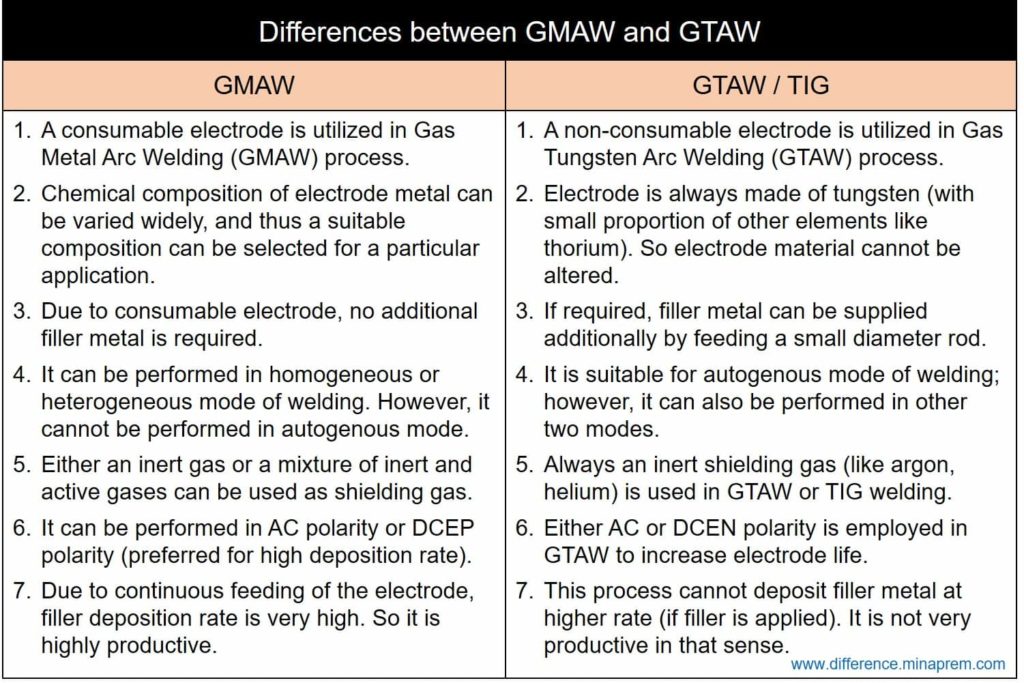
| A consumable electrode is utilized in Gas Metal Arc Welding (GMAW) process. | A non-consumable electrode is utilized in Gas Tungsten Arc Welding (GTAW) or Tungsten Inert Gas (TIG) welding process. |
| Chemical composition of electrode metal can be varied widely, and thus a suitable composition can be selected for a particular application. | Electrode is always made of tungsten (with small proportion of other elements like thorium). So electrode material cannot be altered. |
| Due to consumable electrode, no additional filler metal is required. The electrode itself melts down and deposits on weld bead. | If required, filler metal can be supplied additionally by feeding a small diameter rod beneath the arc. |
| It can be performed in homogeneous or heterogeneous mode of welding. However, it cannot be performed in autogenous mode (as filler is inherent). | It is suitable for autogenous mode of welding; however, it can also be performed in other two modes. |
| Either an inert gas or a mixture of inert and active gases can be used as shielding gas. Accordingly, there exist two types of GMAW processes – MIG and MAG. | Always an inert shielding gas (like argon, helium) is used in GTAW or TIG welding. |
| It can be performed in AC polarity or DCEP polarity (preferred for high deposition rate). | DCEP is not used as it reduces longevity of non-consumable electrode. Either AC or DCEN polarity is employed in GTAW. |
| In majority of the cases, GMAW produces spatter that leads to filler metal loss. | TIG welding is mostly free from spatter. Mild spatter may arise if separate filler is supplied. |
| Due to continuous feeding of the electrode, filler deposition rate is very high. So it is highly productive, especially when large root gap is required to fill. | This process cannot deposit filler metal at higher rate (if filler is applied). It is not very productive in that sense. |
| GMAW process is prone to welding defects. Welding quality and weld bead appearance are also not very good. | If carried out properly, TIG welding mostly produces defect-free joints. The welding quality and appearance – both are magnificent. |
| No risk of tungsten inclusion defect exist here. | Owing to presence of tungsten electrode, it may lead to undesirable tungsten inclusion defect. |
Reference
- Comprehensive Workshop Technology (Manufacturing Processes) by S. K. Garg (Laxmi Publications Private Limited).
- Manufacturing Technology: Foundry, Forming and Welding by P. N. Rao (Tata McGraw Hill Education Private Limited).
- A Text-Book of Welding Technology by O. P. Khanna (Dhanpat Rai Publications).