Electric Discharge Machining (EDM) is one thermal energy based non-conventional machining process where material is removed by melting and vaporization with the assistance of high intensity spark. A form tool is made negative electrode, while the conductive workpiece is made positive electrode. The tool electrode is given appropriate shape in accordance with the feature to be produced. A small inter-electrode gap (IEG) is always maintained between two electrodes. This IEG is immersed with suitable dielectric fluid that assists spark formation by breakdown under the presence of sufficient potential difference. The electrical spark, thus generated between two electrodes, increases the localized temperature as high as 10,000°C leading to melting and vaporization of a tiny volume of workpiece material. Repeated but controlled spark formation leads to the removal of palpable volume of material. Continuous supply of fresh dielectric fluid into the IEG is indispensably necessary as dielectric loses its properties quickly. Removed workpiece material that remains suspended in the form of debris into the IEG are also required to flush away from the sparking zone to avoid conductive channel formation between two electrodes. To serve these purposes, an additional flushing arrangement is always integrated with the EDM set up.
Electric Discharge Grinding (EDG) follows the same principle of material removal (i.e. melting and vaporization) but the construction resembles the conventional grinding process. Instead of a stationary form electrode as used in EDM, a wheel electrode made of conductive material is used in EDG. This wheel is rotated at a fixed speed maintaining a small gap with the workpiece electrode. As usual, this inter-electrode gap between workpiece and wheel is immersed in suitable dielectric fluid. Here spark generates in between rotating wheel and the workpiece, and the material is subsequently removed from the work surface by melting and vaporization. The benefit obtained by the rotating wheel electrode is the inherent flushing. Due to the rotational motion of wheel electrode, the peripheral speed of the wheel helps sucking dielectric fluid continuously into the inter-electrode gap resulting an enhanced flushing efficiency. It also inherently helps removing debris from the IEG. Thus EDG eliminates requirement of additional flushing. Various similarities and differences between EDM and EDG are given below in table format.
Similarities between EDM and EDG
- EDM and EDG both are thermal energy based non-conventional machining processes. None of them is hybrid-process.
- Both the processes can be applied only for conductive workpiece materials (because the workpiece is made one electrode for generating spark).
- In both the processes, electric sparks are discharged in a controlled way between cathode and anode. This spark rises instantaneous localized temperature as high as 10,000°C leading to material removal in the form of melting and vaporization.
- In both the cases, inverse profile of the tool (electrode or wheel) is imparted on the workpiece. So electrode or wheel shape should be in accordance with the intended profile or feature.
- Presence of appropriate dielectric fluid (like deionized water, kerosene, petroleum oil, etc.) between two electrodes is also necessary for EDM as well as EDG.
- Dimensional accuracy, tolerance and surface finish achievable in both the processes are more or less similar.
Differences between EDM and EDG
| Electro Discharge Machining (EDM) | Electro Discharge Grinding (EDG) |
|---|---|
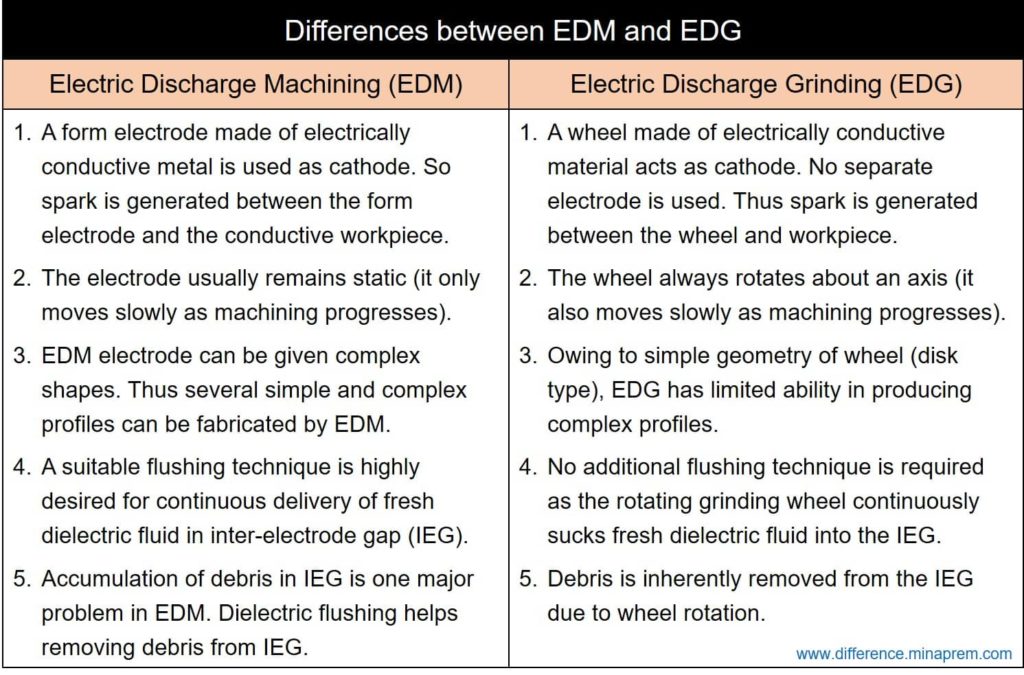
| A form electrode made of electrically conductive metal is used as cathode. So spark is generated between the form electrode and the conductive workpiece. | A wheel made of electrically conductive material acts as cathode. No separate electrode is used. Thus spark is generated between the wheel and workpiece. |
| The electrode usually remains static (it only moves slowly as machining progresses). | Similar to conventional grinding operation, the EDG wheel always rotates at a fixed rpm about a fixed axis (the wheel also moves slowly as machining progresses). |
| EDM electrode can be given complex shapes. Thus several simple and complex profiles or curvatures can be fabricated by EDM. | Owing to simple geometry of wheel (disk type), EDG has limited ability in terms of complexity of the profile or feature that can be produced. |
| EDM electrode is commonly made of conductive metals like copper, brass, tungsten, etc. | The EDG wheel is commonly made of conductive but non-metallic material like graphite. |
| A suitable flushing technique is highly desired for continuous delivery of fresh dielectric fluid in inter-electrode gap (IEG). | No additional flushing technique is required as the rotating grinding wheel continuously sucks fresh dielectric fluid into the IEG. |
| Accumulation of debris in IEG is one major problem in EDM. Dielectric flushing helps removing debris from IEG. | Debris is inherently removed from the IEG due to wheel rotation. |
References
- Advanced Machining Processes by V. K. Jain (Allied Publishers Private Limited).
- Unconventional Machining Processes by T. Jagadeesha (I. K. International Publishing House Pvt. Ltd.).
- Praveen et al. (2014), Developments in electrical discharge grinding process: a review, IJESRT, 3(4).