Electric Discharge Machining (EDM) is one type of non-conventional machining process where workpiece material is removed by melting and vaporizing with the assistance of high intensity sparks generated between two electrodes. Here the conductive workpiece is made positive electrode, while a shaped tool is made negative electrode. These two electrodes are separated by a small distance (called inter-electrode gap, IEG), and this gap is immersed with appropriate dielectric fluid. In normal condition, the dielectric acts as electrically non-conductive fluid. When sufficient potential difference is applied across two electrodes, the dielectric breaks down that ultimately leads to the flow of avalanche of electrons in a very short period in the form of a spark. This high intensity spark, when strikes the workpiece surface, generates very high localized temperature (as high as 10,000°C), and thus a tiny volume of material is removed by melting and vaporization. Repeated but controlled generation of such spark leads to the removal of substantial amount of material from the desired location in order to generate intended feature.
Kerosene, de-ionized water and petroleum based oils are conventionally used as dielectric fluid for EDM. Such fluids offer high breakdown voltage, quick breakdown and good cooling and flushing capability. However, disposal of such fluids after their service life is the major concern in today’s scenario as it leads to environmental pollution, including water and land pollution. Such fluids also possess health risk to the operator. Hydrocarbon based oils are also associated to fire hazard, if stored and handled improperly. These limitations paved the way for evolution of gaseous dielectric where compressed air (or helium, nitrogen, argon or gas mixture) is delivered in the EDM zone, instead of liquid dielectric. Such an electro-discharge machining process where compressed gas is used as dielectric is called Dry-EDM. It eliminates the concerns related to environmental pollution, health risk and fire hazard. However, it typically has low breakdown voltage and poor cooling capability. Moreover, it cannot properly protect the sparking zone from atmospheric air, and thus chance of oxide formation on workpiece surface under high sparking temperature is more. Various similarities and differences between Conventional EDM and Dry EDM are given below in table format.
Similarities between Conventional EDM and Dry EDM
- Both the processes can be applied for conductive workpiece material only (because the workpiece is made one electrode in EDM).
- In both the cases, shape of the tool electrode must be in accordance with the intended feature.
- Mechanism of material removal (i.e. melting and vaporization) is same for both the cases.
- Spark generation occurs in both the cases. In fact, this spark is the main source of heat required for material removal.
- Both die sinking EDM and wire EDM can be carried out either in conventional mode or in dry mode.
- If process parameters are controlled properly then dry-EDM can offer similar material removal rate (MRR) as it is observed in conventional EDM.
Differences between Conventional EDM and Dry EDM
| Conventional EDM | Dry-EDM |
|---|---|
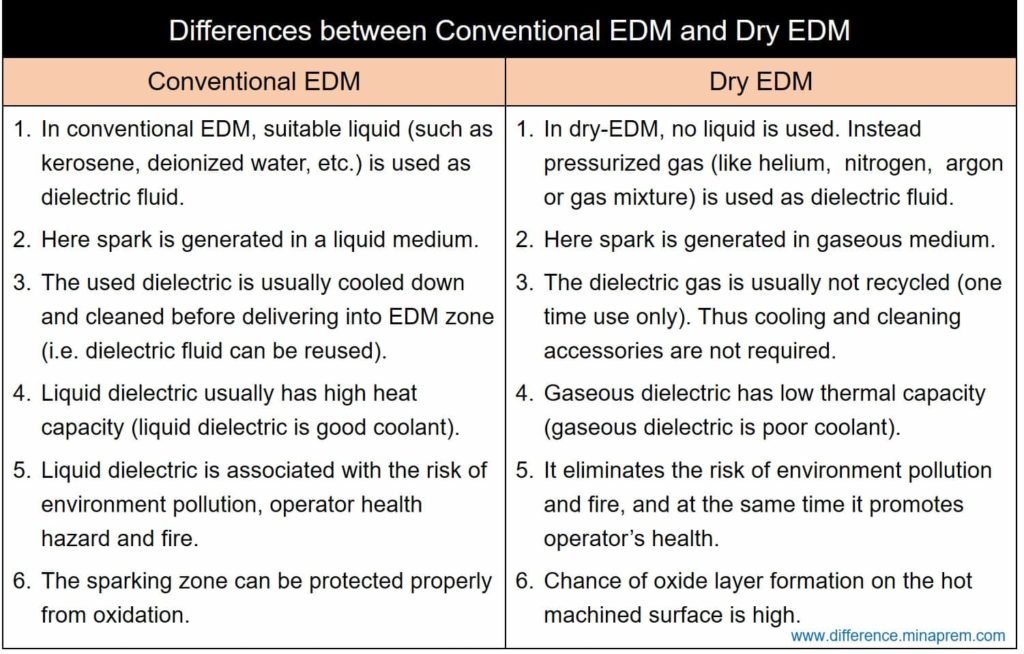
| In conventional EDM, suitable liquid (such as kerosene, deionized water, etc.) is used as dielectric fluid. | In dry-EDM, no liquid is used. Instead pressurized gas (like helium, nitrogen, argon or gas mixture) is used as dielectric fluid. |
| Here spark is generated in a liquid medium. | Here spark is generated in a gaseous medium. |
| The dielectric liquid is usually reused for a longer duration. Thus the used dielectric is required to cool down and clean before delivering the same into EDM zone. | The dielectric gas is usually not recycled. Thus cooling and cleaning accessories are not required. |
| Liquid dielectric usually has high heat capacity. So it can cool down the tool electrode and workpiece electrode quickly and efficiently. | Gaseous dielectric has low thermal capacity. Thus cooling capability is very poor in dry EDM. |
| Cost of dielectric medium is comparatively high. | Dielectric medium is cheaper. |
| Liquid dielectric is associated with the risk of environment pollution, operator health hazard and fire (mainly for hydrocarbon based oil). | It eliminates the risk of environment pollution and fire, and at the same time it promotes operator’s health. |
| When ferrous material is machined by conventional EDM, the liquid dielectric prevents the atmospheric oxygen to come in contact with hot sparking zone and thus can protect the same from oxidation. | Chance of oxide layer formation on the hot machined surface is high, especially during machining ferrous metals. |
| Liquid dielectric requires significantly higher voltage for breakdown. This helps in increasing spark intensity. | Breakdown voltage for gaseous dielectric is comparatively low. |
References
- Uhlmann et al. (2016), Comparative Analysis of Dry-EDM and Conventional EDM for the Manufacturing of Micro Holes in Si3N4-TiN, Procedia CIRP, 42: 173-178. https://doi.org/10.1016/j.procir.2016.02.214