Different forms of energy (such as mechanical, thermal, electrical, chemical, electro-chemical, light, etc.) are directly utilized in advanced machining processes to realize material removal from the workpiece for fabricating intended 3-D feature following the subtractive manufacturing approach. Plasma Arc Machining (PAM) is one such advanced machining process where thermal energy (heat) is primarily used to melt down and vaporize material from the workpiece. A high temperature jet of thermal plasma is first obtained by intensely heating a suitable gas (such as air, helium, nitrogen, argon) with the help of an electric arc. This high velocity plasma jet is then directed towards the workpiece using a nozzle. PAM plasma temperature can reach 20,000°C or even more. When the plasma jet having such a high temperature strikes the work surface, the workpiece material at that spot quickly melts down and vaporizes owing to this extreme temperature of the plasma. While a smaller fraction of the material is removed in the form of vapour of the concerned workpiece material, majority of the material in molten state is blown away by the high velocity plasma jet. Thus material removal for plasma cutting or machining occurs in both the ways. PAM can be applied to electrically conductive as well as non-conductive materials; however, the electric arcing fashion will be different (transferred plasma arc and non-transferred plasma arc). Although PAM offers a relatively higher material removal rate, its cut quality is affected by wider kerf, wider heat-affected zone, stray cutting, and deformation. The PAM process is incessantly noisy, but it does not require a vacuum chamber for its operation.
The Ion Beam Machining (IBM) process is another advanced machining process; however, its working principle is not based on thermal energy. Rather, it is one mechanical energy based process where momentum transfer takes place in atomic level. In IBM, ample ions are first generated by glow-discharge across two electrodes having very high potential difference (around 100 kV). Such ions are then constricted in the form of a beam and accelerated towards the workpiece. When the narrow beam of high velocity ions strikes the workpiece, it can dislodge atoms from the work surface without heating or melting the substrate. The corresponding mechanism of material removal is terms as “sputtering”, where high velocity ions strike the atoms of a solid surface to knock them off by momentum transfer. Accordingly, material removal occurs in atomic form, and thus, it generates highly finished surface. Moreover, IBM process is free from thermal damages, but it requires a soft-vacuum chamber for its operation (this increases the length of mean free path, and thereby reduces the chance of collision between air molecules and ions). Several similarities and differences between PAM and IBM are given below in table format.
Similarities between PAM and IBM
- Both PAM and IBM are considered as advanced machining processes (AMP) or non-traditional machining (NTM) processes.
- Physical contact between a solid tool and workpiece does not exist in either of these two processes. Accordingly, these processes are free from burr formation, progressive wear, mechanical residual stress, etc. However, thermal residual stress may develop in PAM due to thermal cycle.
- Process capability for both the cases is independent of mechanical and chemical properties of the workpiece material.
- Both the processes can be applied to electrically conductive and non-conductive materials. Note that the arcing fashion for PAM will be different for conductive and non-conductive materials.
- Both the plasma beam and ion beam are made of charged particles.
- Electrodes are indirectly used in both the processes to generate plasma or ions.
- These processes are commonly integrated with computer control system to facilitate precise control.
Differences between PAM and IBM
| Plasma Arc Machining (PAM) | Ion Beam Machining (IBM) |
|---|---|
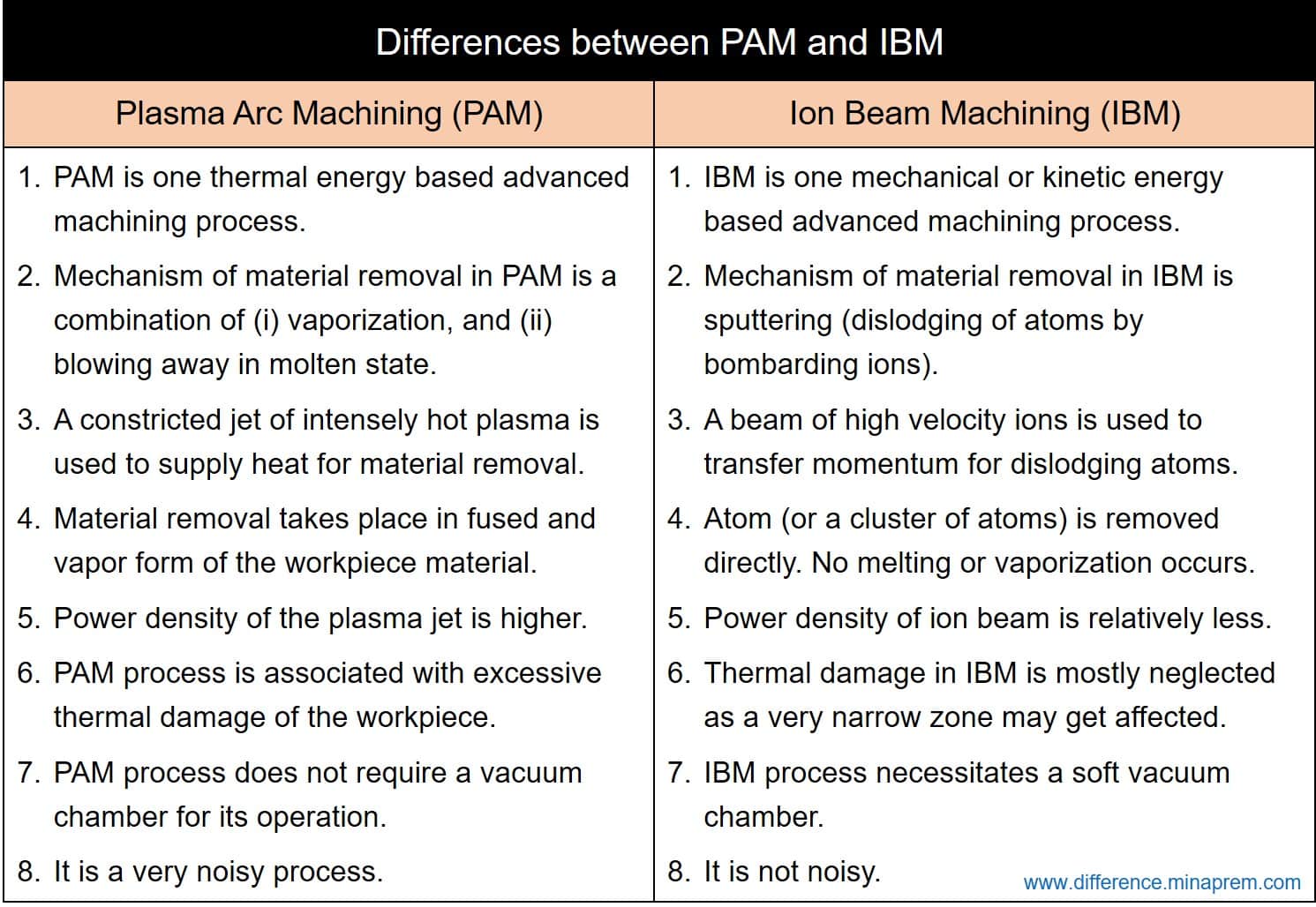
| PAM is one thermal energy based advanced machining process. | IBM is one mechanical or kinetic energy based advanced machining process. |
| Mechanism of material removal in PAM is a combination of (i) vaporization, and (ii) blowing away in molten state. | Mechanism of material removal in IBM is sputtering (dislodging by bombarding ions). |
| A constricted jet of intensely hot plasma is used to supply thermal energy for material removal. | A beam of high velocity ions is used to transfer momentum for dislodging atoms from the working surface. |
| Material removal in PAM takes place in the form of vapor of the concerned workpiece material. However, considerable fraction of the material is blown away in molten form. | In IBM process, atom (or a cluster of atoms) is removed directly from the workpiece surface. No such melting or vaporization occurs here. |
| Power density of the plasma jet is relatively higher (102 to 103 W/mm2). | Power density of ion beam is significantly less (10-2 to 100 W/mm2). |
| Plasma forming gases (air, argon, nitrogen, hydrogen) must be continuously pumped into the high pressure gas chamber. This gas gets converted to thermal plasma when it flows coaxially with the high temperature arc, and finally comes out of the chamber in the form of a high velocity plasma jet. | A gas (argon) is introduced in a vacuum chamber at a relatively lesser flow rate. This gas is then ionized by striking with energized free electrons (electron ionization). The ionized particles are then manipulated to form a narrow but high velocity ion beam. |
| PAM process does not require a vacuum chamber for its operation. It can be operated in open atmosphere. | IBM process necessitates a soft vacuum chamber having pressure in the order of 10-3 to 10-5 atm. |
| PAM process is associated with excessive thermal damage of the workpiece. It produces a wide heat affected zone. | Thermal damage in IBM process is mostly neglected (a very narrow zone of atomic level may get affected by impact). |
| PAM tends to deform the object owing to very high temperature non-uniform heating and subsequent cooling of a wide area. | IBM process is free from deformation as heating is mostly negligible. |
| PAM process is usually very noisy. So personal protective equipment (such as ear muffler) are indispensably necessary. | IBM process is not noisy. |
| PAM can be used to cut thick objects (even up to 50 mm). | IBM is not suitable for deep cutting. It is preferred for micro-fabrication, smoothening and surface contouring. |
| PAM usually does not generate highly finished surface. Concerned roughness is in the order of 0.5 – 2.0 μm. | IBM is especially suitable for generating highly finished surfaces having nanometric roughness (10 nm or even lower). |
References
- Nonconventional Machining by P. K. Mishra (Narosa Publishing House).
- Allen et al. (2009). Ion beam, focused ion beam, and plasma discharge machining. CIRP Annals. https://doi.org/10.1016/j.cirp.2009.09.007