Gas Tungsten Arc Welding (GTAW), popularly known as Tungsten Inert Gas (TIG) welding, is one fusion welding process where an arc is established between the non-consumable tungsten electrode and the base plates. It is mostly suitable for autogenous mode; however, filler metal can also be applied by feeding separate filler rod into the welding zone. An inert shielding gas (argon or helium) is also supplied to shield the hot weld bead and thus to protect it from undesired oxidation and contamination. This permanent joining technique is widely used in numerous industrial and civil purposes owing to its capability in producing defect-free joints requiring minimum efforts. The TIG welding process is also free from spatter. If carried out properly with optimum set of process parameters, TIG welding can provide a maximum penetration depth of 3.0 – 3.5 mm in a single pass. Thus multiple passes are required while joining thicker plates, and accordingly the process becomes time consuming. Heat input per unit area also increases in such scenario which leads to several problems like broader heat affected zone (HAZ), undesired changes in microstructures and mechanical properties of the parent metal surrounding weld bead, etc. Such limitations leads to the rapid development of TIG welding process, and accordingly, several variants like Activated-TIG, Flux Bound TIG, Laser Assisted TIG, etc. have evolved.
Activated Tungsten Inert Gas (A-TIG) welding is one variant of conventional TIG welding process where a thin layer of appropriate activating flux is applied on the base plates prior to welding. Practically, application of the activating flux on the base plates prior to welding is the only difference between conventional TIG and A-TIG welding; however, the results in terms of weld bead characteristics vary to a large extent. Commonly used activating fluxes for A-TIG welding are chromium oxide (Cr2O3), magnesium carbonate (MgCO3), magnesium oxide (MgO), manganese dioxide (MnO2), calcium oxide (CaO), aluminium oxide (Al2O3), zirconium dioxide (ZrO2), etc. Powered fluxes of particle size 30 – 60μm are mixed with appropriate solvent (mostly acetone) to prepare a semi-solid mixture. This paste is then applied on faying surfaces and surrounding areas of the base plates. The TIG welding is then carried out under the protection of inert shielding gas as usual. Filler metal, if required, can also be supplied using additional filler rod. Application of activating flux offers several benefits like increased penetration depth due to reversal of Marangoni Effect, reduced weld bead width, constricted arc, narrow HAZ, less distortion, etc. Various similarities and differences between TIG welding and A-TIG welding are given below in table format.
Similarities between TIG welding and Activated-TIG welding
- Both TIG welding and A-TIG welding are fusion welding processes as the faying surfaces of the base plate are fused using the arc heat in order to form coalescence.
- Both the processes can be carried out in any of the three welding polarities (AC, DCEN, DCEP). However, each polarity has unique benefits and drawbacks.
- Both the processes employ a no-consumable electrode. The electrode material is tungsten (with small alloying elements like thorium).
- An inert shielding gas is required in both the processes. Commonly argon or helium is used as shielding gas for such processes.
- Filler material, if required, can also be supplied additionally by feeding a separate filler rod below the arc.
- Both the processes can be performed manually, semi-automatically or automatically (sometimes with the assistance of robots).
Differences between TIG welding and Activated-TIG welding
| TIG Welding | A-TIG Welding |
|---|---|
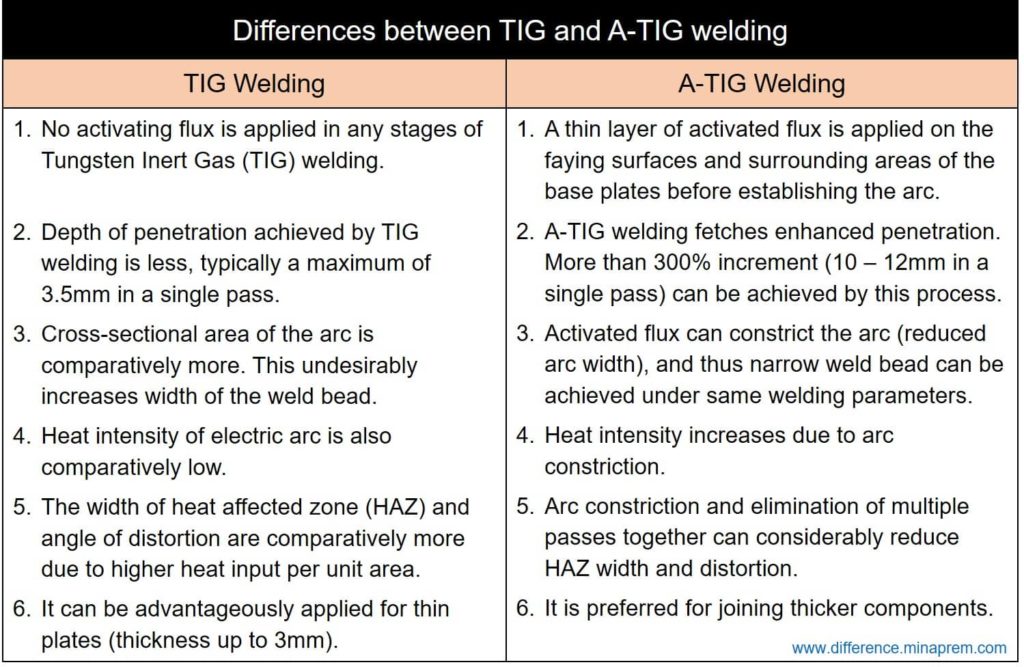
| No activated flux is applied on the base plates at any stage of welding. | A thin layer of activated flux (mainly oxides or halides) is applied on the faying surfaces and surrounding areas of the base plates before establishing the arc. |
| Depth of penetration achieved by TIG welding is less, typically a maximum of 3.5mm in a single pass. | A-TIG welding fetches enhanced penetration. More than 300% increment (10 – 12mm in a single pass) can be achieved by this process. |
| Cross-sectional area of the arc is comparatively more. This undesirably increases width of the weld bead. | Activated flux can constrict the arc (reduced arc width), and thus narrow weld bead can be achieved under same welding parameters. |
| Heat intensity of electric arc is also comparatively low. | Heat intensity increases due to arc constriction. |
| Limited penetration necessitates edge preparation and multiple passes for welding thicker components. | Due to increased depth of penetration without any edge preparation, A-TIG welding can eliminate the requirements of edge preparation and multiple passes. |
| The width of heat affected zone (HAZ) and angle of distortion are comparatively more due to higher heat input per unit area, especially for thicker components. | Arc constriction and elimination of multiple passes together can considerably reduce HAZ width and distortion. |
| It can be advantageously applied for thin plates (thickness up to 3mm). | It is preferred for joining thicker components. |
| No additional step is required to apply flux on base plates. Cost of flux is not associated with it. | Additional step is required for preparation and application of flux. Cost of the flux is additional expenditure. |
| No slag layer forms on weld bead. | Sometimes the activating flux leads to the formation of thin slag layer on the weld bead. |
Reference
- Fujii et al. (2008), Development of an advanced A-TIG (AA-TIG) welding method by control of Marangoni convection, Materials Science and Engineering-A, 495: 296–303. https://www.doi.org/10.1016/j.msea.2007.10.116
- Investigation of the A-TIG Mechanism and the Productivity Benefits in TIG Welding. https://www.twi-global.com
- Saha et al. (2018), Investigation on the Effect of Activating Flux on Tungsten Inert Gas Welding of Austenitic Stainless Steel Using AC Polarity, Indian Welding Journal 51. https://www.doi.org/10.22486/iwj/2018/v51/i2/170313