Among the mechanical energy based non-traditional machining processes, water jet machining (WJM) and abrasive water jet machining (AWJM) are two common processes that have wide variety of applications, starting from metallic industry to textile and lather industries. In water jet machining, clean water is pumped to a high pressure (2500 – 4000 bar) with the help of intensifier and the pressurized water is delivered to the work surface in the form of a jet using a small diameter nozzle. The nozzle converts the pressure energy of the water into the kinetic energy and thus high velocity (1000 m/s) jet is obtained. Apart from delivering the water jet, the nozzle also maintains the desired delivery angle and nozzle-tip distance (NTD). In order to avoid flaring of the water jet after discharge from the nozzle, suitable stabilizer is sometimes mixed with the water. In WJM, the high velocity water jet erodes material from the workpiece. It is suitable for cutting lather, textile materials, food, polymer, etc. However, the water jet does not possess enough power to slice metallic or ceramic objects.
To improve jet power, suitable abrasive (like alumina, olivine, garnet, etc.) can also be mixed with the water. Such a process where abrasive particles are mixed with the highly pressurized water before delivering onto the work surface is called abrasive water jet machining (AWJM). Here water is used to entrain the abrasives and to flush away eroded materials. Water does not directly participate in micro-cutting of the material. The abrasives only erode material. Although the abrasive-water jet velocity remains more or less same with that of pure water jet, the power and cutting ability of abrasive-water jet is significantly higher. Accordingly, AWJM can be employed for cutting metals and ceramics also. However, due to the chance of contamination because of the abrasives, AWJM is not hygienic for application in food industries. Various similarities and differences between WJM and AWJM are given below in table format.
Similarities between WJM and AWJM
- A pump and an intensifier are required in both the processes to elevate pressure of the water.
- Water pressure remains more or less same for both the process. Typically water pressure remains in between 2500 – 4000 bar.
- For both the processes, the jet velocity when it comes out of the nozzle remains around 1000 m/s.
- Catcher is desired in both the cases. Catcher is used to absorb the residual velocity of jet after machining the workpiece. It protects the work holding devices from the erosive action of jet by diminishing the residual energy.
- A nozzle is desired in both the processes to convert the pressure energy of either water or water-abrasive mixture into kinetic energy. So the nozzle delivers high velocity jet in both the processes. It also directs the jet towards the work surface maintaining appropriate stand-of distance (SOD) and discharge angle.
Differences between WJM and AWJM
| Water Jet Machining (WJM) | Abrasive Water Jet Machining (AWJM) |
|---|---|
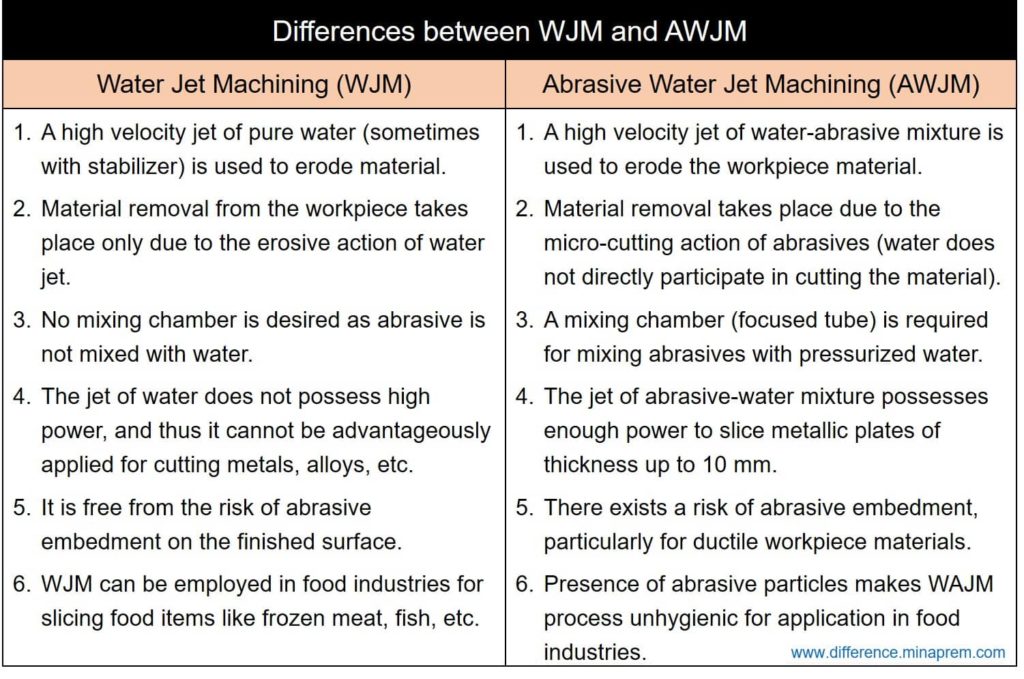
| In WJM, a high velocity jet of pure water (sometimes mixed with stabilizer) is used to erode material. | In AWJM, a high velocity jet of water-abrasive mixture is used to erode the workpiece material. |
| Material removal from the workpiece takes place only due to the erosive action of water jet. | Material removal takes place due to the micro-cutting action of abrasives (water does not directly participate in cutting the material). |
| No mixing chamber is desired as abrasive is not mixed with water. | A mixing chamber (focused tube) is required for mixing abrasives with the pressurized water maintaining the pre-defined mixing ratio. |
| The jet of water does not possess high power, and thus it cannot be advantageously applied for cutting metals, alloys and ceramics. | The jet of abrasive-water mixture possesses enough power to slice metallic plates of thickness up to 10 mm. |
| No cost of abrasive is associated with WJM process. | Cost of abrasive is an additional expenditure in AWJM process. |
| It is free from the risk of abrasive embedment on the finished surface. | It is associated with the risk of abrasive embedment, particularly for ductile workpiece materials. |
| It is suitable for cutting softer materials like wood, leather, polymer and food items. It is also used for cleaning and removing coating. | It can be used for a wide variety of applications from wood and polymer to metal cutting industries. |
| WJM can be employed in food industries for slicing food items like frozen meat, fish, etc. | Presence of abrasive particles makes WAJM process unhygienic for application in food industries. |
References
- Advanced Machining Processes by V. K. Jain (Allied Publishers Private Limited).
- Unconventional Machining Processes by T. Jagadeesha (I. K. International Publishing House Pvt. Ltd.).
- Nonconventional Machining by P. K. Mishra (Narosa Publishing House).