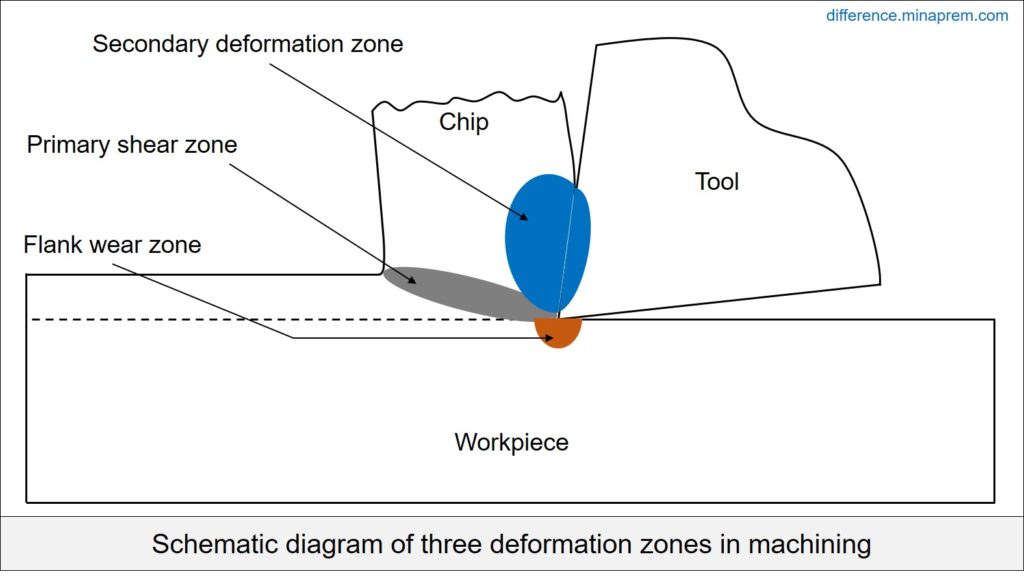
Machining or metal cutting is one subtractive manufacturing process that indicates layer by layer material is gradually removed from the workpiece to impart desired shape, size and finish. In conventional machining processes (such as turning, threading, milling, facing, drilling, boring, etc.), material is removed with the assistance of a wedge shaped cutting tool. Here the cutting tool compresses a thin layer of work material and gradually shears it off in the form of chips. This chip, initially after forming, flows under pressure over the rake surface of the cutting tool before it leaves the cutting zone. Accordingly, the chip is mechanically deformed due to intense contact pressure. This leads to the formation of Secondary Deformation Zone surrounding the contact region between chip and cutter.
Presence of relative velocity between the chip and cutting tool also leads to intense rubbing and heat generation surrounding the contact region. As the name suggests, Primary Shear Zone occurs surrounding the shear plane where the uncut chip (which is actually a part of work material) is converted into chip. The compressive force exerted by the cutting tool on a thin layer of work material causes development of shear strain. Whenever this shear strain exceeds the shear strength of work material, the material fails by shear and thus one layer slips over another along the assumed shear plane. Here a portion of mechanical energy expended for shearing is converted to heat energy. However, the rate of heat generation at this zone is lower as compared to that occurs in primary deformation zone. Various similarities and differences between primary shear zone and secondary deformation zone are given below.
Similarities between primary shear zone and secondary deformation zone
- Both the zones are imaginary and are assumed to exist for various analysis related to machining.
- Both the zones form simultaneously during every conventional machining process. However, their locations are different.
- Both the zones contribute to heat generation and cutting temperature; however, the rate and extent of heat generation in two different zones vary substantially.
Differences between primary shear zone and secondary deformation zone
| Primary Shear Zone | Secondary Deformation Zone |
|---|---|
| The narrow zone surrounding the shear plane in machining is termed as primary shear zone. | The area surrounding the chip-tool contact region is called the secondary deformation zone. |
| This zone consists of a part of work material (uncut chip) and a part of chip. | This zone consists of a part of chip and a part of cutting tool. |
| Microscopic rubbing (in atomic scale) takes place in this zone due to shearing. | Macroscopic rubbing takes place due to flow of chip over the rake surface under immense pressure. |
| This zone is the secondary source of cutting heat. Its contribution is comparatively lower (10 – 20% of the total cutting heat). | It is the primary source of heat generation in machining. It contributes about 70 – 90% of the total cutting heat generated during machining. |
| Cross-sectional area of this zone depends on uncut chip thickness, shear angle, rake angle, etc. | Cross-sectional area of this zone depends on contact length, chip flow velocity, rake angle, presence of chip breaker, etc. |
References
- Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Manufacturing Process for Engineering Materials by S. Kalpakjain and S. Schmid (Pearson Education India).
- Metal Cutting: Theory And Practice by A. Bhattacharya (New Central Book Agency).