During machining, excess material is sheared off from the workpiece in the form of chips. A cutting tool having one or more sharp cutting edge(s) compresses a thin layer of workpiece material for shearing. This cutting edge is obtained by the intersection of rake surface and flank surface. Rake surface of a cutting tool is the chip flowing surface. That means the chips that are produced due to shearing action during machining flow over the rake surface and finally leave the cutting zone. Since the chips flow over the rake surface by rubbing, intense heat generation occurs at that zone (called secondary deformation zone). Substantial portion of the rake surface also remains in close contact with the flowing chip.
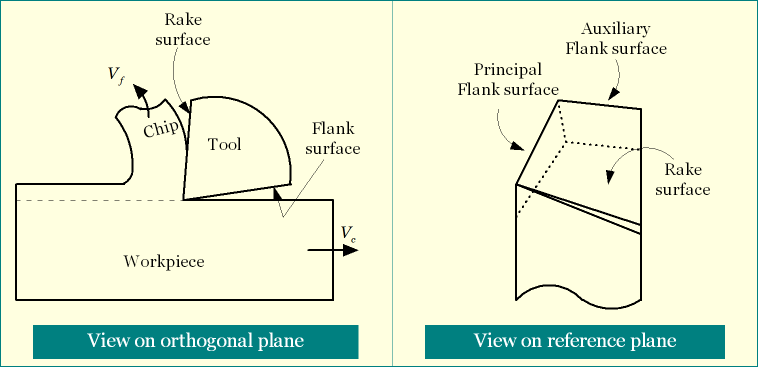
Apart from rake surface, every cutting tool should have at least one flank surface. Unlike rake surface, which remains in intimate contact with the chips, flank surface remains open. However, due to presence of nose radius and edge radius, a tiny contact between machined surface and flank surface may occur. Such small contact is usually beneficial as feed or scallop marks on finished surface get compressed by the tool and hence surface finish improves. As shown below, the schematic diagram of conventional machining illustrates these two surfaces of a cutting tool. Important similarities and differences between rake surface and flank surface of a cutting tool are discussed in subsequent sections.
Similarities between rake surface and flank surface
- Presence of both the surfaces in every cutting tool is mandatory.
- These two surfaces together constitute the cutting edge. Basically, cutting edge forms at the intersection of rake surface and flank surface.
- Both these surfaces may be either flat or curved, based on the type of cutting tool. For example, a single point turning tool has flat rake surface and flat flank surface; whereas a drill has curved rake surface and curved flank surface.
- The angle between the rake surface and flank surface when measured on orthogonal is called lip angle or wedge angle.
Differences between rake surface and flank surface
| Rake Surface | Flank Surface |
|---|---|
| During machining operation, hot sharp chips flow over the rake surface of the cutting tool. | The machined or finished surface passes just touching the flank surface at the tip of a cutting edge. |
| During machining, substantial portion of rake surface remains in physical contact with the flowing chip. Thus this surface remains under intense pressure offered by the chips. | Except a very tiny portion, this surface remains free and open during machining operation. |
| It has no function in flattening the lay marks on the machined surface. | Due to little contact between finished surface and flank surface, the lay marks get compressed which results in a smooth surface. |
| Since chip flows through this surface, so intense rubbing occurs here, which results in high heat generation. | Since a tiny portion remains in contact with the finished surface, so rate of heat generation is also small here. |
| Orientation of rake surface is expressed by means of rake angles. | Orientation of flank surface is expressed by means of clearance angles. |
| This surface may have various orientations, and consequently there may be positive, negative or zero rake. | Although the inclination may vary a little, the clearance angle must have a positive value, usually within +5º to +15º. |
| Orientation of this surface (or the rake angle) influences cutting force, power consumption, tool life, vibration, machinability, etc. | This surface has little role on such parameters. |
| Due to intense rubbing and high heat generation, this surface gets worn out quickly. | Wear rate of this surface is comparatively less. |
| Worn out rake surface (up to some extent) has little effect on surface finish and dimensional tolerance. | Worn out flank surface affects the quality and tolerance of the machined surface severely. |
References
- Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Metal Cutting: Theory And Practice by A. Bhattacharya (New Central Book Agency).
- DeGarmo’s Materials and Processes in Manufacturing by J. T. Black and R. A. Kohser (Wiley).